 发布时间:2021-12-14
发布时间:2021-12-14
 来源:中科电气
来源:中科电气
 浏览量:13838
浏览量:13838
一、项目情况介绍
山东某钢厂连铸三车间六机六流连铸机中间包电磁感应加热项目于2019年7月30日成功热试车后,上线投用,中间包采用H型,单台感应器双通道加热模式,升温速率: 1.5℃/min;
六机六流连铸机及中间包电磁感应加热系统的主要参数:
|
序号 |
项目 |
参数 |
备注 |
|
1 |
钢种 |
轴承钢、帘线钢等 |
|
|
2 |
铸坯断面(mm) |
150×150、200×240 |
|
|
3 |
平均出钢量 |
~140t |
|
|
4 |
平均浇铸周期 |
~50min |
|
|
5 |
铸机弧度半径 |
R10m |
|
|
6 |
铸机流数 |
六机六流 |
|
|
7 |
流间距 |
1500mm |
|
|
8 |
铸机型式 |
全弧形、连续矫直 |
|
|
9 |
中间包类型 |
H型 |
|
|
10 |
中间包最大容量 |
~50t |
|
|
11 |
加热通道类型 |
双通道 |
|
|
12 |
感应加热最大功率 |
~1600KW |
无级调节 |
|
13 |
目标过热度的控制值 |
±3℃ |
|
|
14 |
最大升温速度 |
1.5℃/min |
|
二、系统主要组成
变频电源系统
感应加热器
冷却系统(包括风冷系统)
自动化控制系统
流钢通道清理系统
三、中间包感应加热效果
1. 提高铸坯内在质量:中间包采用电磁感应加热装置,使中间包内的钢水在低温稳定的过热度下进行浇铸,有效地限制连铸坯柱状晶的生长,增大等轴晶的形核和生成区域,降低中心偏析。同时,低温稳态的过热度也可以减少对中间包耐材的侵蚀和反复冲刷,提高连铸生产的可浇铸性和钢水洁净度,减少非金属夹杂物。
2. 温控效果:实现目标温度:±3℃的中间罐钢水控制要求;降低平台上钢温度5—10℃,节约精炼能耗;
3. 感应区流钢通道重复利用:项目配备通道火焰清理系统,满足感应通道重复多次使用,降低耐材成本;
4. 配备风道自动对接装置:在烘烤位、浇铸位、事故位运行时能自动连接、断开风管;操作简便,减小操作工人劳动强度和节省操作时间;
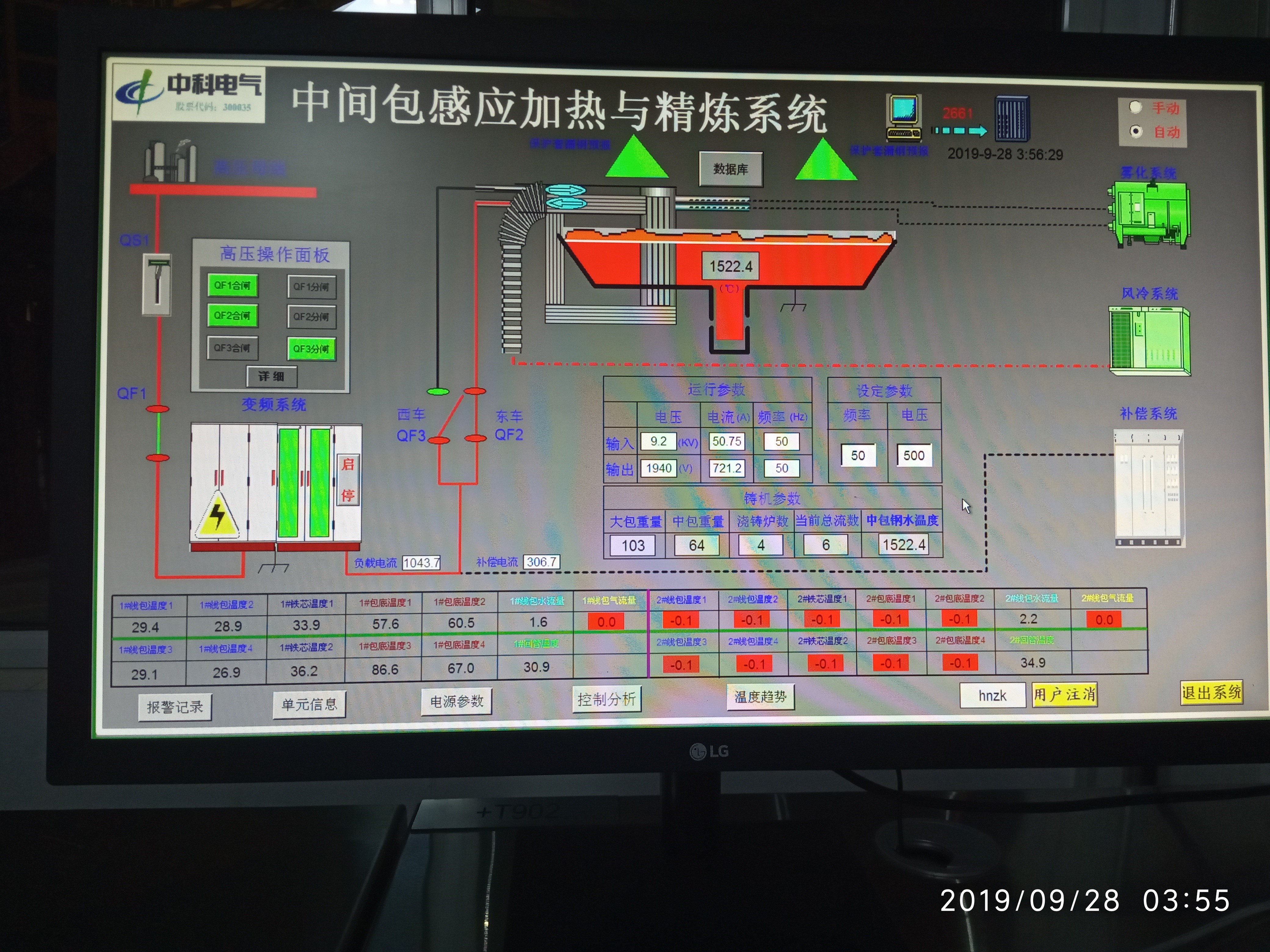
四、感应加热项目现场












Online message
0730-8688899

